测试系统介绍:
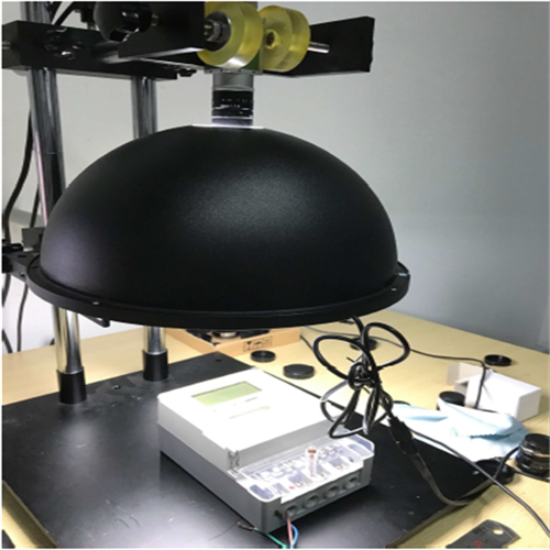
相机选择研华500 万像素相机,以太网接口,镜头选择定焦镜头(两台相机的焦距不同),光源选择保证视野范围内光照均匀和被测物清晰可见,目前采用正光,需进一步实验确定是否选择背光模式(两种模式价格偏差不大)。(计算机选取研华工控机,可以实现1 拖2 台相机)。下图为实验室实物图。

测试系统工作流程:
整个测试系统主要由一台研华视觉处理机和两台工业相机组成:视觉处理机:主要功能是控制相机工作、与plc 通讯(接收触发信号,发送备料位姿、发送报警信号等)、提供人机显示报警等;一台相机负责检测正常物料区(相机1):主要检测物料位置是否符合要求,物料是否缺失,物料缺失时,补料的位置与旋转方向,此时相机覆盖两个物料的接头视野(视野范围约为20mm*20mm),相机的测量精度能够满足0.01mm 需求;(运动控制部分必须保证拍摄位置在接头处);另一台相机负责检测备料区(相机2):主要检测备料的位置与旋转方向,此时相机的视野范围约为70mm*70mm 能够覆盖一条完整物料,精度能够满足0.03mm 需求。
软件处理方案介绍
软件平台采用研华的iNspectExpress 软件平台。整个系统的控制流程如下:

1、 图像采集
图像采集主要采用触发控制,当机构部分运动到位后发送触发信号,触发可以采用硬件触发(电平、脉冲),也可采用软件触发(通过以太网发送触发信号)。下图为两台相机采集的图片信号。

2、 图像处理与料带位姿计算
先对采集到的图像进行相应的预处理,进行图像增强、形态学等操作去除干扰。然后通过模板匹配的方法对采集到的图片进行匹配,找到要检测的目标,并求出模板的位姿状态。下图为两台相机的模板匹配结果与位姿计算结果。

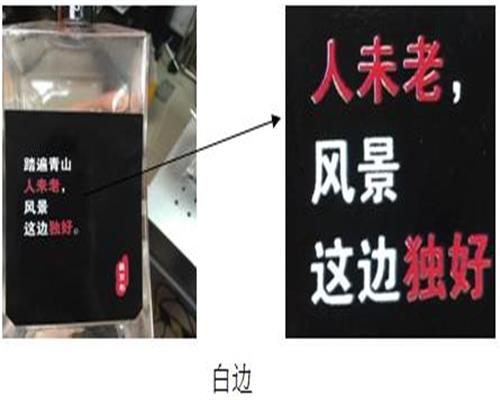
3、 计算料带的工艺尺寸
根据厂家提供的图纸信息(如下图),初步分析应该计算出如下信息:
l物料距离胶带下边缘的长度;
l两条物料间的间距;
l胶带的宽度

这三个参数的获取方式都是在模板匹配成功后,通过选取匹配中心为定位点,测量物料与前一物料、与胶带上边、胶带底边的距离,然后根据物料的位姿即可计算完成。下图中L 是同一点前后贴物的间距,L2 蓝色贴条到胶带下边缘的距离,L1 为胶带宽度。

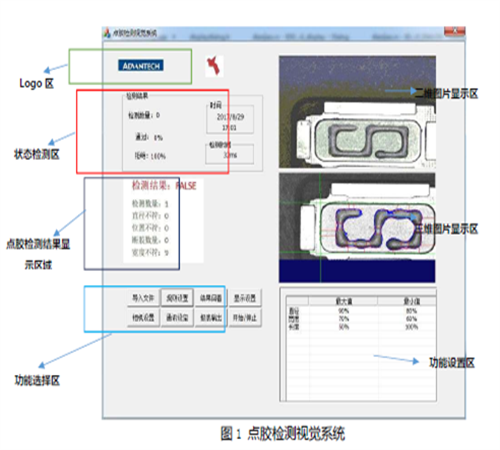
4、 人机接口与通讯及异常处理
当料带位置、姿态、关键工艺尺寸在正常范围内,状态区就会显示
“PASS”;
当料带位置、姿态、关键工艺尺寸在正常范围内,状态区就会显示
“FAIL”,并在界面显示位置、姿态、关键工艺尺寸具体的测量值,并传送给PLC;
当缺料发生时,正常物料区的相机会检测上一料带末端的位置,以及底部胶带的位置与姿态,同时启动备料区的相机检测备料的位置与姿态,并将结果传送给PLC,进行补料操作。
检测得到的数据可以通过TCP/IP 流、RS232 流和PLC 连接传输。